Средства автоматизации Delta Electronics, являясь основой системы управления линией по упаковке шоколадных конфет, обеспечивают идеальную синхронизацию работы всех узлов линии вне зависимости от производительности

Линия для упаковки шоколадных конфет представляет собой последовательность транспортирующих и ориентирующих устройств, а также связанного с ними узла упаковки. Поскольку поток конфет идет по конвейеру непрерывно, необходимо обеспечить идеальную синхронизацию работы этих узлов, чтобы процесс упаковки происходил без ошибок и остановок.
Такой уровень автоматизации и синхронизации отдельных узлов обеспечивает система управления, построенная на базе оборудования Delta Electronics.
С конвейера, где отливаются шоколадные конфеты (горизонтальная лента), посредством зигзагообразного транспортирующего устройства-укладчика производится их перемещение на следующий конвейер. Здесь конфеты ориентируются в прямую линию и поступают на движущуюся ленту транспортёра, равномерно заполняя её.

Далее каждая из конфет перекладывается в ячейку ленты следующего транспортёра с разделительными лопатками. Сверху синхронно с ним перемещается упаковочная плёнка с нанесенными на нее цветными метками. Для их взаимной синхронизации используется датчик метки и индуктивный датчик положения разделительных лопаток.
В узле упаковки производится продольная сварка плёнки посредством нагреваемых роликов, при этом формируется непрерывный пакет. Одновременно конфеты перемещаются вперед, внутрь свариваемого пакета, и проходят через позицию поперечной горизонтальной сварки и резки пакетов.
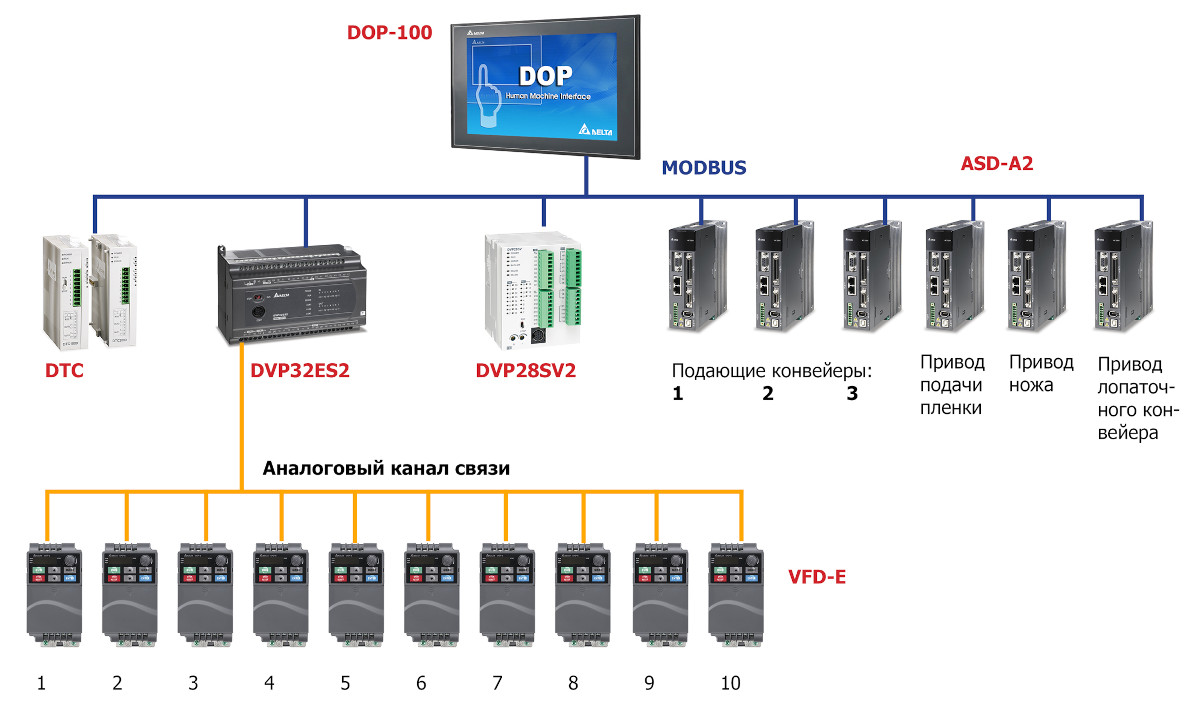
Логика работы всех узлов и системы в целом реализованы на ПЛК Delta DVP-ES2 и DVP-SV2, а движением всех узлов управляют ПЧ Delta VFD-E и сервоприводы Delta ASD-A2. Для визуализации и оперативного управления системой используется сенсорная панель оператора Delta DOP-100.
Рассмотрим далее более подробно работу упаковочной линии и элементы управления ее узлами.
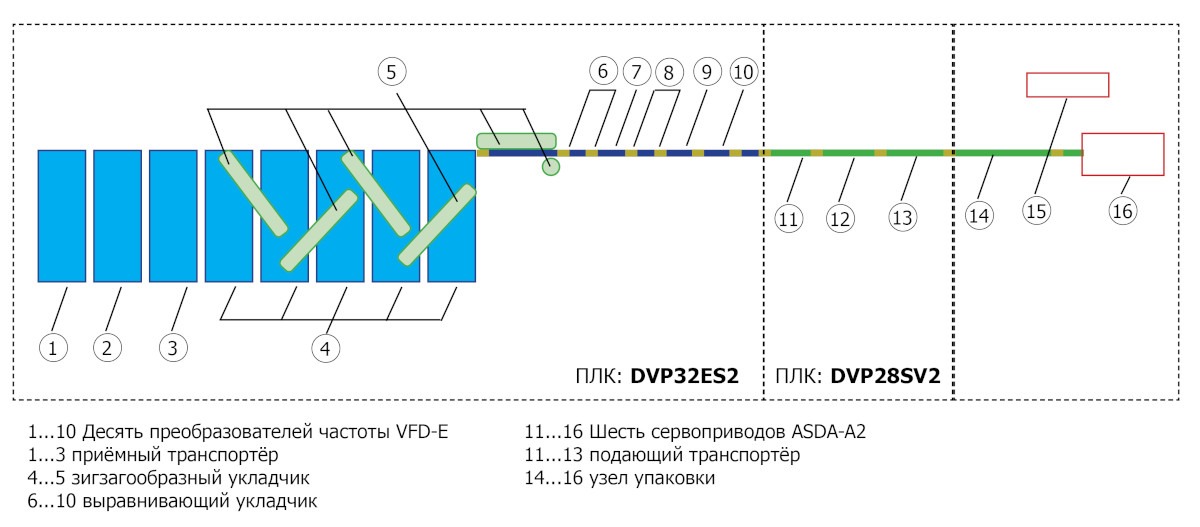
Движение ленты транспортёра-формирователя конфет определяется цикличностью их изготовления (отливки) и управляется прерывателем. С ленты формирователя конфеты перемещаются на ленту приёмного транспортёра, состоящего из трех сегментов. Движение каждого сегмента осуществляется с помощью отдельного двигателя, которым управляет свой ПЧ VFD-E. Работа всех ПЧ синхронизирована с цикличностью отливки конфет так, чтобы обеспечить равномерность подачи их на упаковку.
На следующем этапе производится укладка конфет в линию посредством движущихся определенным образом лент нескольких транспортёров, установленных зигзагообразно. Их синхронной работой управляют еще два ПЧ VFD-E.
Затем требуется распределить конфеты в линию так, чтобы между ними было одинаковое расстояние, иначе в пакеты будет попадать неодинаковое число конфет. Эту задачу выполняет выравнивающий укладчик, в управлении движением которого задействованы еще пять ПЧ VFD-E.

Одновременно выравнивающий укладчик является буфером, обеспечивающим непрерывную подачу конфет на упаковку, вне зависимости от изменения количества конфет, поступающих с приёмного транспортёра. Таким образом предотвращается упаковка пустого или переполненного пакета.
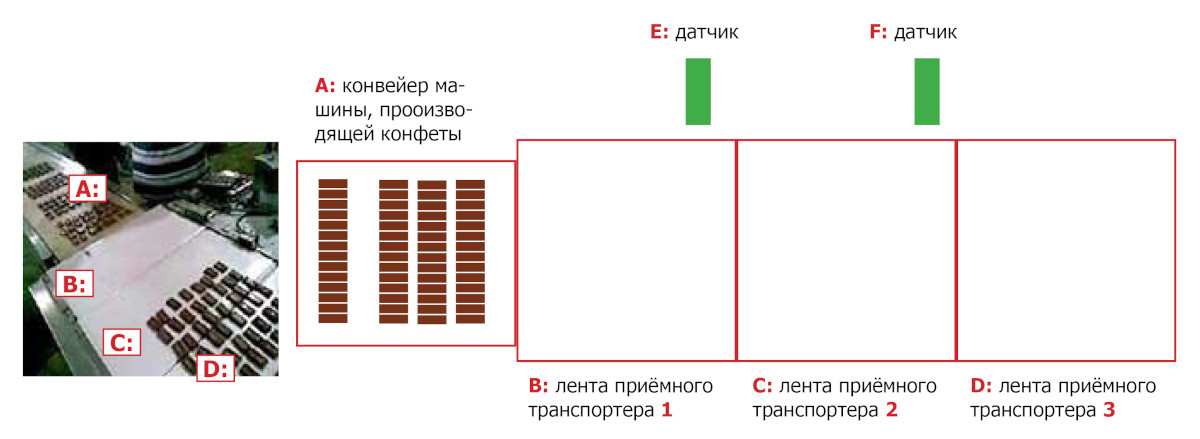
Необходимое расстояние между движущимися конфетами и ячейками лопаточного транспортёра регулируется с помощью датчиков. Управляя скоростью движения ленты подающего транспортера (движение которого обеспечивается с помощью сервоприводов Delta ASD-A2), система обеспечивает точную укладку конфет между лопатками транспортёра. Схема узла показана на рисунке ниже.
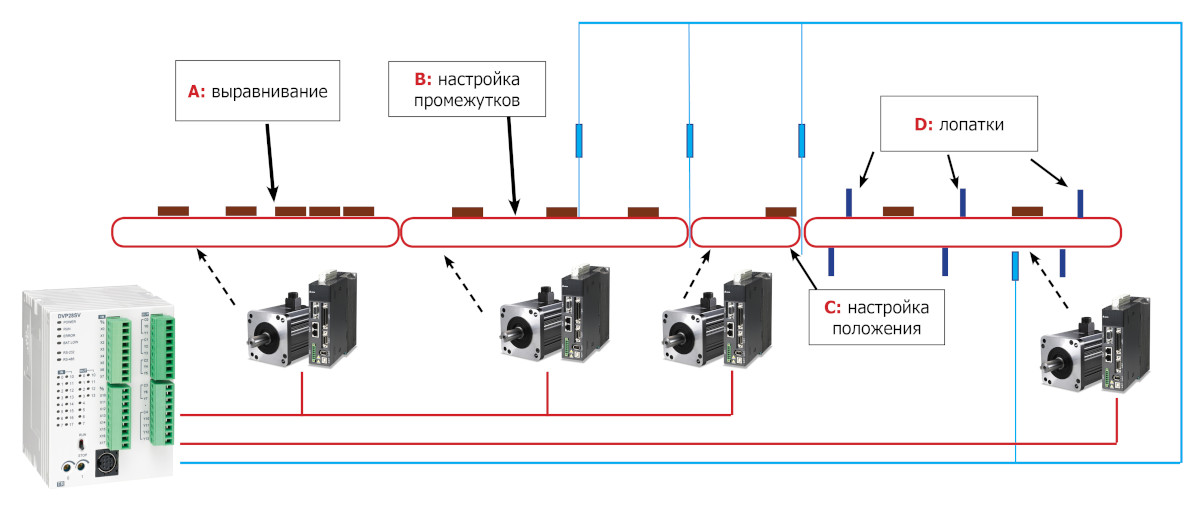
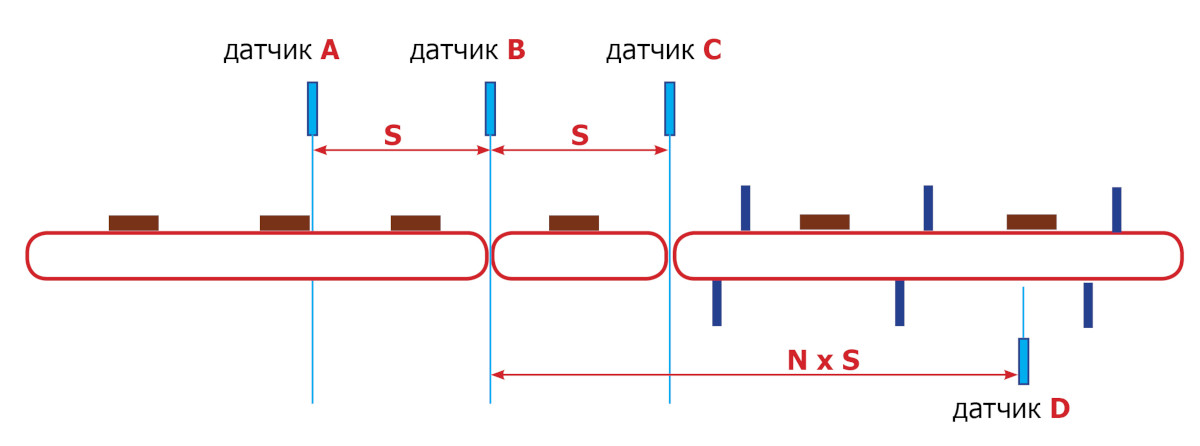
Подающий транспортёр «А» выполняет функцию накопителя. На нем конфеты укладываются впритык, одна за другой. Регулирующий транспортёр «В» благодаря разности скоростей с транспортером «А» делит каждую порцию конфет на ленте «А» на одинаковые отрезки (по одной конфете на каждом), причём шаг расположения конфет равен шагу лопаток на лопаточном транспортёре. Обычно транспортёр «В» движется синхронно с лопаточным транспортёром.
Далее с помощью датчиков определяется взаимное расположение конфет и лопаток и рассчитывается величина необходимого ускорения или замедления ленты. Затем устраняется смещение конфет относительно требуемого положения. Чем более высокая скорость движения ленты транспортера, тем быстрее это может быть сделано. Однако при очень большой скорости возможна нестабильная работа из-за проскальзывания.
После транспортера «В» идет регулирующий транспортёр «С» (одна конфета), который обычно движется со скоростью лопаточного транспортёра. Его назначение такое же, что и у транспортёра «В», но длина ленты «С» равна шагу между лопатками, и на него не должно попадать более одной конфеты с транспортёра «В» при разгоне или торможении. Главной проблемой здесь является проскальзывание маленьких конфет на большой скорости, и, как следствие этого, — необходимость повторной настройки. Чтобы этого избежать, ленты «А», «В», и «С» делаются перфорированными для увеличения трения между конфетами и лентой.
Для предотвращения проскальзывания ленты относительно шкивов необходимо также обеспечить требуемое их натяжение. При этом не должно быть разницы высот между поверхностями транспортёров подающего узла. Также при наладке системы требуется очень точно выставить положения датчиков.
Рекомендации по монтажу и настройке положения датчиков:
Лопаточный транспортёр перемещает конфеты поштучно к точке их упаковки в пакеты. Одновременно подается упаковочная пленка, которую узел резки разделяет на отдельные пакеты. Нагреватель узла упаковки обеспечивает горизонтальное запечатывание пакета, а ролик вертикальной сварки — формирование вертикального шва и подачу пленки.
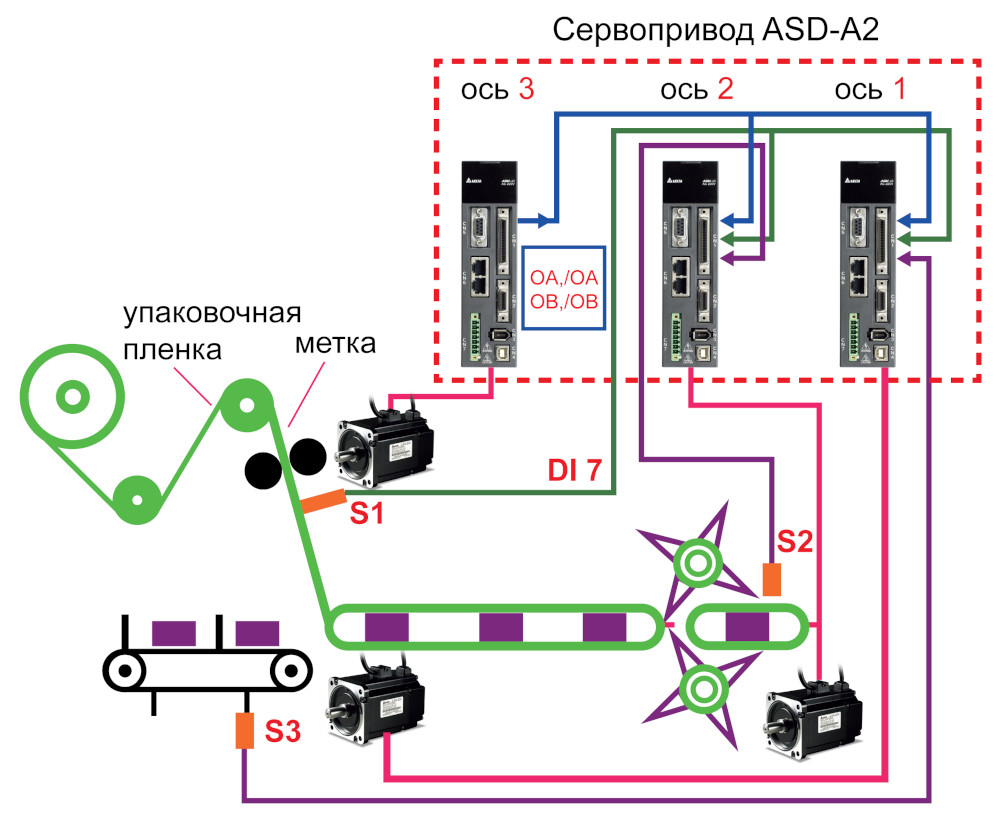
Управление движением всех механизмов узла упаковки осуществляют сервоприводы Delta ASD-A2. Привод подачи упаковочной плёнки (ось 3 на схеме) является главной осью узла (мастер-ось).
Привод ножа (ось 2) синхронизирован с приводом мастер-оси при помощи встроенной функции «электронного кулачка» — используется внутренний режим управления позиционированием. При поступлении на сервопривод сигнала от датчика цветной метки S1 этот режим активизируется и ASD-A2 начинает реализацию профиля «электронного кулачка», обеспечивая таким образом точное позиционирование ножа.
Привод подачи конфет (ось 1) также синхронизируется от мастер-оси с помощью встроенной функции «электронного кулачка». Для автоподстройки расположения конфеты на транспортёре используется синхронизация с цветными метками на плёнке.
Во второй части статьи мы опишем тонкости расчета работы подающего транспортера, коррекции отклонений по положению, алгоритм настройки основных параметров, общие проблемы при работе линии и способы их решения.