Модернизированные колесотокарные станки на базе одноканальной системы ЧПУ Delta NC200 в комплекте с высокоскоростными сервоприводами Delta ASD-A2-F обеспечивают обработку колёсных пар c высокой точностью
Основой безопасности и надежности перевозок пассажиров и грузов железнодорожным транспортом является своевременное техническое обслуживание и ремонт колесных пар вагонов и локомотивов. Конструктивно колесная пара представляет собой ось с посаженными на нее с двух сторон колесами.

В процессе движения стальные колеса подвижного состава испытывают разнообразные нагрузки, приводящие к их неравномерному износу и деформации профиля катания колес. В результате это вызывает неравномерность хода вагона/локомотива и повышение вибраций, что в итоге ускоряет процесс износа колес, а в экстремальной ситуации может даже привести к сходу вагона с рельс. Во избежание подобных ситуаций проводится регулярная дефектоскопия колесных пар и обточка колес по определенному профилю на колесотокарных станках.
Парк колесотокарных станков на вагоноремонтных предприятиях и в локомотивных депо нашей страны формировался десятилетиями, поэтому множество из них — родом из прошлого столетия. Эти станки-ветераны имеют устаревшую механическую систему управления, их узлы и механизмы изнашиваются и требуют ремонта. Поэтому сегодня остро стоит задача их модернизации с заменой выработавших свой ресурс узлов на современные и оснащением автоматизированными системами управления на базе систем ЧПУ. И такая модернизация обходится предприятию заметно дешевле, чем приобретение нового станка.
Богатый опыт модернизации колёсотокарных станков с механическим управлением различных моделей имеет российская компания «Ростовский механический завод» (г. Новочеркасск). В процессе выполнения работ компания производит полную замену устаревших узлов и систем станков на современные и оснащает их системой ЧПУ. Такой подход позволяет не просто восстановить технические характеристики станков, а значительно улучшить их. И зачастую такие работы выполняются без снятия станков с фундамента.
Рассмотрим процесс модернизации колесотокарных станков-ветеранов с устаревшим механическим управлением на примере одного из них — UDA-112 польского производителя RAFAMET. Он, как и многие другие станки данного типа, спроектирован таким образом, чтобы одновременно выполнять обточку обоих колес колесной пары. Для этого UDA-112 оснащен двумя шпиндельными бабками (левая и правая), в которых закрепляется колесная пара, и двумя независимыми суппортами с резцедержателями.
Колесная пара по рельсам подается к гидравлическому подъемному механизму станка, который поднимает ее, после чего колесная пара зажимается в центрах шпиндельных бабок. Затем два суппорта, управляемые синхронно и зеркально друг относительно друга, одновременно выполняют токарную обработку обоих колес по заданному профилю.
Поскольку в станках UDA-112 и ему подобных необходимо обеспечить независимое управление двумя суппортами, которые должны выполнять обработку колес одновременно, то в качестве системы управления при их модернизации обычно применяют двухканальную систему ЧПУ. В системах такого типа предусмотрен весь необходимый функционал для независимого выполнения двух отдельных программ обработки одновременно.
В то же время процесс обработки колесной пары предусматривает одновременное выполнение не двух разных программ, а одной и той же, но в зеркальном исполнении на двух независимых суппортах. И для решения этой задачи специалисты компании «Ростовский механический завод», помимо двухканальных систем ЧПУ, с успехом используют также и одноканальную систему ЧПУ токарной серии NC200 компании Delta Electronics. Встроенная в NC200 функция синхронизации осей позволяет выполнять одну и ту же программу обработки (в том числе и зеркально) двумя суппортами, что и требуется в колесотокарных станках.
Система ЧПУ Delta NC200 поддерживает управление до 6-ю осями + 2 шпинделя, имеет встроенные пульт оператора, штурвал и экран 8”. Также в наличии дискретные входы/выходы, аналоговый выход ±10В, два высокоскоростных входа (G31) для измерительных инструментов, импульсный вход для подключения энкодера шпинделя и коммуникационные интерфейсы Ethernet и RS485.

В NC200 есть встроенный ПЛК, поставляемый с базовой программой управления электроавтоматикой станка. Для его программирования используется бесплатный редактор MLC Editor. Используя возможности этого редактора, специалисты компании «Ростовский механический завод» доработали логику работы базовой программы электроавтоматики для схемы модернизированного станка UDA-112.
Для взаимодействия с электроавтоматикой UDA-112, контроля состояния и настройки отдельных его узлов и агрегатов были разработаны соответствующие экраны в редакторе Screen Editor. Всего в системе ЧПУ NC200 можно создать до 1000 пользовательских экранов. Их использование в связке с программой ПЛК дает возможность управлять не только узлами и агрегатами станка, но и дополнительным внешним оборудованием. Подробнее о разработке экранов пользователя в системе ЧПУ NC200 читайте в статье на нашем сайте.
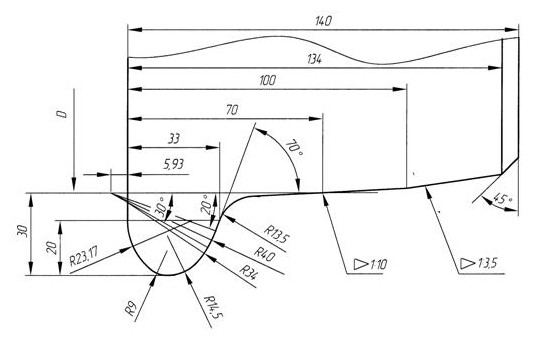
Благодаря использованию системы ЧПУ, переналадка колесотокарного станка с одного профиля точения на другой или иной типоразмер колесной пары осуществляется буквально за несколько секунд, путем выбора оператором требуемой программы. При этом в памяти NC200 могут храниться десятки различных программ обработки. На сегодняшний день для модернизированного UDA-112 специалистами компании «Ростовский механический завод» разработаны три широко распространённых профиля обработки колесных пар — с гребнем толщиной 27, 30 и 33 мм.
В процессе модернизации UDA-112 устаревшие копировальные суппорты заменяются на современные с сервоприводами. При этом кинематическая схема новых суппортов значительно упрощена — удалены электромагнитные муфты, шаблон и копировальная система. Движение суппортов обеспечивают сервоприводы Delta ASD-A2-F. Управление сервоприводами осуществляет система ЧПУ NC200 по шине DMCNET.
Высокопроизводительная сервосистема ASD-A2-F имеет встроенные функции интерполяции, компенсации трения и замкнутый контур управления. Это позволяет эффективно подавлять механический резонанс и сводит к минимуму уровень вибрации, что значительно улучшает стабильность системы и повышает качество обработки.

Степень износа колес одной колесной пары в большинстве случаев разная. По этой причине до начала обработки определяются диаметры колес и устанавливаются для обоих суппортов нулевые точки. После этого в ЧПУ NC200 включается функция синхронизации осей и выполняется одновременная токарная обработка двух колес по одному профилю (зеркально).
Один из вариантов определения диаметров и установки нулевых точек — выполнение оператором всех необходимых измерений вручную с занесением полученных данных и необходимых корректоров в программу обработки на NC200.
Другой вариант, полуавтоматический, — в процессе вращения колесной пары оператор при помощи штурвала NC200 производит каждым суппортом торцевое касание к колесу, а также касание круга катания, после чего сохраняет в системе ЧПУ вычисленные ею координаты. Этот вариант — наиболее распространенный. Также возможно полностью автоматизировать этот процесс, используя различные измерительные приборы (например, щупы), подключенные к соответствующим входам ЧПУ. Все эти возможности предусмотрены в программе оперативного управления NC200 для управления колесотокарным станком, разработанной специалистами компании «Ростовский механический завод».