
Практически на каждом промышленном предприятии применяются токарно-винторезные станки. Одним из таких станков является 16К20 в различных модификациях, в том числе и в комплекте с системой ЧПУ.
Этот станок предназначен для обработки простых и сложных цилиндрических и конических поверхностей — как внутренних, так и наружных, нарезания резьбы. Для обработки торцов заготовок можно применять всевозможные резцы, сверла, развертки, зенкеры. Нарезать резьбу на 16К20 можно с помощью резцов, плашки, метчика.
Станок 16К20 способен обрабатывать детали в широком диапазоне габаритных размеров
Всех вышеперечисленных целей можно достичь путем внедрения комплексного решения от компании на основе оборудования Delta Electronics (Тайвань) — системы ЧПУ Delta NC200P-LI-AE в комплекте с современными сервоприводами серии Delta ASD-A2.
Состав системы управления Delta Electronics для модернизации токарного станка 16А(К)20Ф3:

NC200P-LI-AE. Система ЧПУ для токарных станков с интегрированной станочной панелью, встроенными специализированными кнопками для токарной группы станков, кнопкой аварийного останова и «штурвалом».
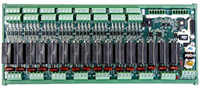
NC-EIO-R3216. Модуль расширения вх/вых с высокоскоростным последовательным интерфейсом RS-422, 32 вх/16 вых (релейных)

ASD-A2. Сервоприводы подачи (оси Х, Z)
ASD-A2-3043-F: Блок управления 3.0 кВт, 3x400 В, второй вход обратной связи, управление по шине DMCNET.
Серводвигатель ECMA-L11830RS AC: 3.0 кВт, 400 В, 1500 об/мин, без тормоза, с сальником, ном. крутящий момент 19.10 Нм, разрешение энкодера 1,28 млн имп./оборот.

EH3-25LG8845. Инкрементальный энкодер с полым валом (2500 имп./об)

Главный привод VFD25AMS43AFSAA. Преобразователь частоты MS300, 3x400 В, 11 кВт, 25/28А, ЭМС С2, IP20

RXLG1.5KW43RJ. Тормозной резистор 1,5 кВт, 43 Ом

DRP024V120W3BN. Источник питания: Uвх ном = 3х380 В AC, Uвых = 24 В DC, 120 Вт.

Комплект кабелей и разъемов для монтажа системы ЧПУ и сервоприводов.
Важные критерии эффективности модернизации станка – повышение скоростных характеристик и точности. Для обеспечения высокоскоростной передачи данных от системы ЧПУ Delta NC200P-LI-AE к сервоприводам осей X и Z используется шина DMCNET (Delta Motion Control Network). Скорость передачи данных по шине составляет 10 Мбит/с, что обеспечивает высокое быстродействие и точность управления осями. Кроме того, DMCNET — помехозащищенная шина. Её применение обеспечивает бесперебойное управление сервоприводами на расстоянии до 30 м.

Высокая точность позиционирования при применении комплектного сервопривода серии ASD-A2 обеспечивается благодаря высокочувствительному энкодеру обратной связи (количество импульсов – 1`280`000/об.). Для устранения погрешности позиционирования, вызванной наличием механических люфтов и деформаций, применяются оптические линейки или энкодеры, подключение которых позволяет создать второй замкнутый контур обратной связи по положению.
Кроме того, при отсутствии оптических линеек возможно применение функций компенсации механических люфтов системы ЧПУ Delta NC200P-LI-A по 128 точкам в прямом и обратном направлении и компенсации трения.
Применение серводвигателей Delta ECMA-LA с абсолютными энкодерами позволяет обходиться без операции вывода осей в «домашнюю» позицию, что в свою очередь повышает производительность станка и устраняет возможную ошибку, возникающую при неточном срабатывании датчика «домашней» позиции.

Для определения коэффициента инерции механической системы (JL/Jm) применяется экран диагностики (тюнинга) системы ЧПУ Delta NC200P-LI-AE. Система автоматически рассчитывает коэффициент инерции и определяет параметры осевых сервоприводов, соответствующие заданным значениям жёсткости и полосы пропускания. Благодаря этому процесс настройки системы приводов станка становится простым и быстрым.
Через экранный интерфейс ЧПУ Delta NC200P-LI-AE легко осуществить настройку различных параметров и коэффициентов, необходимых для точной работы станка.
Встроенная в ЧПУ функция Look-ahead («Взгляд вперед») обеспечивает предпросмотр 500 кадров программы в G-кодах. Это обеспечивает плавный переход от одного G-кода к другому. При этом движение по осям также сглаживается, что позволяет избавиться от скачков скорости при переходе от выполнения одного кадра к другому. Благодаря этому повышаются точность обработки и производительность станка.
Кроме улучшения характеристик станка, применение ЧПУ Delta NC200P-LI-AE существенно расширяет его функциональные возможности.
Система ЧПУ обеспечивает:
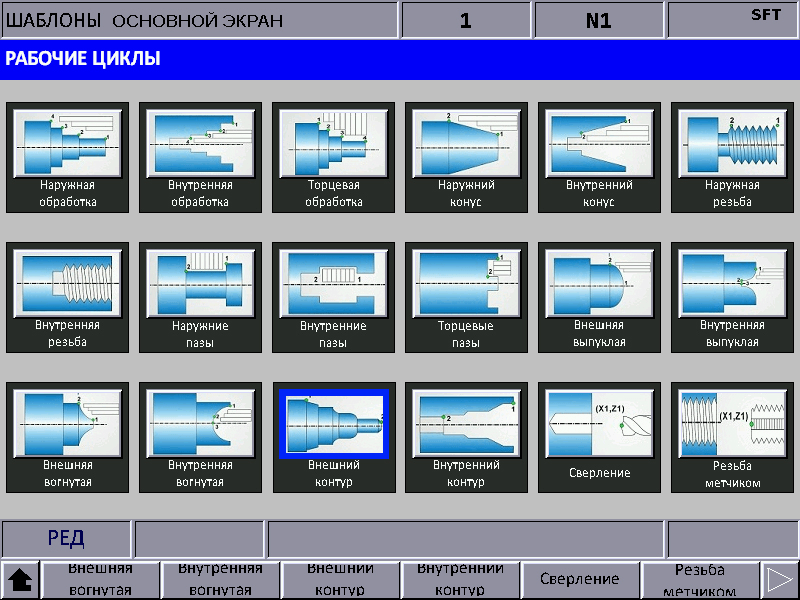
Кроме того, в состав системы ЧПУ внедрена так называемая «Оперативная система управления». По своей сути это предварительно запрограммированные 18 экранов с готовыми циклами точения, которые облегчают и ускоряют обработку деталей. Эти встроенные циклы обработки позволяют оператору изготовить даже очень сложную деталь без изучения G-кодов. Процесс создания технологической программы заключается в последовательном выборе «Рабочих циклов» (готовых экранов) с занесением в них размеров с чертежа детали.
Для ускорения переналадки станка на изготовление новой детали система ЧПУ Delta NC200P-LI-AE имеет встроенный постпроцессор, который легко преобразовывает чертеж детали (файл c расширением .dxf) в программу в G-кодах. Соответствующая программа автоматически преобразует чертеж в двухосевую траекторию движения. Оператору потребуется только внести технологические параметры, такие как номера инструментов и их корректоры, скорости подачи и вращения шпинделя, а также задать команды подачи СОЖ.
ЧПУ Delta NC200P-LI-AE поддерживает все стандартные наборы G-кодов (А, В, С), что обеспечивает совместимость технологических программ, написанных технологами вручную или с помощью CAD/CAM-систем. Более того, при настройке NC200P-LI-AE возможен выбор синтаксиса G-кодов. Также система ЧПУ имеет удобные инструменты для написания собственных технологических циклов.

В процессе обработки детали могут возникать ситуации, требующие приостановки автоматического выполнения программы. Для этого в NC200P-LI-AE предусмотрена функция «MPG SIM», активация которой производится с помощью кнопки, вынесенной на станочную панель.
При нажатии этой кнопки система останавливает автоматическое выполнение технологического цикла и предоставляет оператору возможность дальнейшего управления движением по траектории обработки в ручном режиме — как в прямом, так и в обратном направлении. При повторном нажатии кнопки «MPG SIM» система переходит обратно в автоматический режим выполнения технологической программы с текущей позиции. Эта функция существенно расширяет возможности оператора. Например, при ручном написании технологической программы для ее отладки оператор может обработать тестовую деталь в ручном режиме (при нажатой кнопке «MPG SIM»).
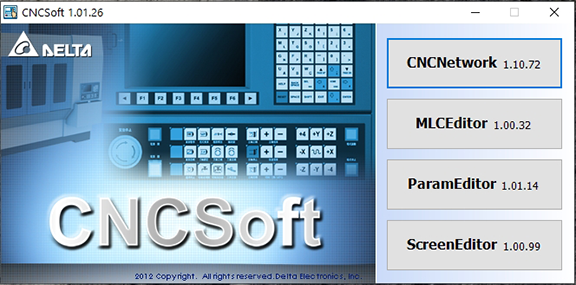
Вместе с системой ЧПУ Delta NC200P-LI-AE поставляется бесплатное программное обеспечение CNCSoft. В его составе есть файловый менеджер, редактор параметров ЧПУ, а также редактор программ управления электроавтоматикой MLCEditor и редактор экранов ScreenEditor.
В систему ЧПУ Delta NC200P-LI-AE встроен также программируемый логический контроллер (ПЛК), который можно использовать для управления электроавтоматикой станка. Для программирования ПЛК используется редактор MLCEditor. Встроенная базовая программа предоставляет возможность управления движением по всем осям. Реализована возможность онлайн-мониторинга и редактирования ПЛК непосредственно со стойки ЧПУ.
Для создания собственных программ управления используется наглядный и простой в освоении язык Ladder (LD – релейно-контактные схемы). Объем программы ПЛК — до 10 тыс. шагов. Предусмотрена возможность онлайн-мониторинга и редактирования ПЛК непосредственно со стойки ЧПУ.
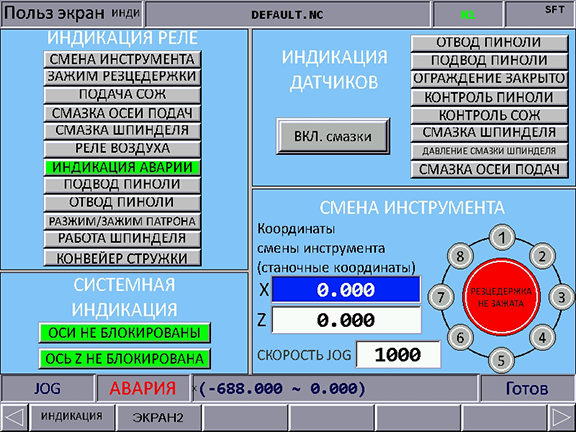
С помощью ScreenEditor производители оборудования или модернизаторы станков могут создавать до 1000 собственных экранов. Пользовательские экраны позволяют оператору оперативно и удобно отслеживать состояние различных узлов и агрегатов станка, а также контролировать выполнение технологического цикла и вмешиваться в него.
На пользовательские экраны можно выводить любые параметры, которые не отображаются на предустановленных экранах ЧПУ — например, параметры шпинделя, если он управляется аналоговым сигналом, а не по сети DMCNET. Панель имеет доступ ко всем программным объектам и объектам управляющей программы.
Два встроенных порта (RS-485 и Ethernet) применяются для связи с внешними устройствами по протоколу Modbus RTU и Modbus TCP соответственно.
Монтаж системы ЧПУ Delta NC200P-LI-AE осуществляется по принципу Plug&Play — достаточно подключить сетевые патч-корды и готовые кабели сервоприводов, после чего система обеспечивает управление движением сервоосей и основных агрегатов станка.
NC200P-LI-AE имеет возможность использования аналогового управления (±10 В), что позволяет снизить стоимость системы за счёт применения бюджетных приводов. Модуль расширения с дополнительными дискретными входами/выходами монтируется на DIN-рейку в шкафу электроавтоматики и связывается со стойкой ЧПУ по интерфейсу RS-422. Благодаря этому количество монтажных проводов, заводимых на стойку ЧПУ, минимально, что упрощает монтаж системы и повышает ее надежность.
Компания предоставляет своим заказчикам пакет электрических принципиальных схем и программ электроавтоматики.
Спецификация системы с ЧПУ Delta NC200P-LI-AE:
| № | Наименование | Количество |
|---|---|---|
| 1 | NC200P-LI-AE Устройство ЧПУ для токарных станков, встроенный штурвал | 1 |
| 2 | NC-EIO-R3216 Модуль расширения вх/вых с высокоскоростным последовательным интерфейсом, 32 вх/16 вых | 1 |
| 3 | NC-CAB-EIO050 Кабель подключения модуля расширения вх\вых с высокоскоростным последовательным интерфейсом, 5 м | 1 |
| 4 | ASD-A2-3043-F Блок управления 3.0 кВт 3x400 В, второй вход обратной связи, DMCNET | 2 |
| 5 | ECMA-L11830RS AC SERVO MOTOR 3.0 кВт, 400 В, 1500 об/мин, двигатель без тормоза, с сальником | 2 |
| 6 | ASD-CAPW2205 кабель 5 м (мотор UVW) 3~5,5 кВт для высоко-инерционных двигателей | 2 |
| 7 | ASD-CAEN1005 кабель 5 м (ENCODER) 0,75-7,5 кВт | 2 |
| 8 | UC-CMC050-01A Кабель связи по шине CANopen/DMCNET, 5 м | 1 |
| 9 | UC-CMC005-01A Кабель связи по CANopen/DMCNET, 0,5 м | 1 |
| 10 | DRP024V120W3BN блок питания | 1 |
| 11 | VFD25AMS43AFSAA Преобразователь частоты MS300, 3x400 В, 11 кВт, 25/28 А, ЭМС С2, IP20 | 1 |
| 12 | RXLG1.5KW43RJ Тормозной резистор 1,5 кВт 43 Ом | 1 |
| 13 | EH3-25LG8845 Инкрементальный энкодер с полым валом (2500 имп./об) | 1 |