Используя встроенные функции систем ЧПУ Delta серий NC200 и NC-E можно изготавливать на токарных станках сложные детали, применяя такие виды обработки, как полигональное и эллиптическое точение, цилиндрическая интерполяция.
Процесс изготовления сложных деталей цилиндрической формы часто включает такие операции как точение, фрезерование, сверление и нарезание резьбы по центру оси детали и/или со смещением, проточка фигурных профилей и др. Во многих случаях для выполнения каждой из таких операций используются разные станки.
Однако на перемещение деталей от одного из них к другому и настройку программ обработки тратится много времени. К тому же не каждое предприятие обладает полным спектром станков, и тогда для выполнения отдельных операций приходится передавать детали другому предприятию. Всё это отнимает время и ресурсы, повышает себестоимость продукции и уменьшает прибыльность предприятия.
Способов избежать большинства из этих сложностей и одновременно увеличить скорость выпуска готовых изделий есть несколько. Один из них — использовать многокоординатный обрабатывающий центр для выполнения большинства операций. Но такое оборудование стоит достаточно дорого и не каждое предприятие может его себе позволить. Вдобавок, для его установки требуется большая площадь, чем, например, для токарного станка.
Другой способ, более эффективный, экономичный и предпочтительный для множества предприятий, — использование токарного станка с приводным инструментальным блоком и системой ЧПУ с расширенным функционалом, например, серий Delta NC200 или NC-E.

В этих системах ЧПУ для токарной обработки уже встроены такие расширенные функции как полигональное и эллиптическое точение, а также цилиндрическая интерполяция. Эти функции позволяют изготавливать на токарных станках самые различные детали сложной формы и рельефа поверхности. Все, что для этого необходимо — оснащение станка приводным инструментальным блоком. Далее в статье мы рассмотрим эти функции систем ЧПУ Delta подробнее.
Полигональное точение
Обработку многогранников на токарном станке с приводным инструментом позволяют выполнять системы ЧПУ Delta NC200/NC-E, используя режим полигонального точения. Довольно часто это используется для изготовления крепежа — например, квадратных и шестигранных головок болтов или гаек. При этом время обработки детали уменьшается в несколько раз по сравнению с фрезерованием обычным способом.
В режиме полигонального точения на вращающийся детали при помощи специальных фрез выполняется обработка плоскостей, в результате чего формируются стороны многогранника. При этом вращения детали и фрезы должны быть синхронизированы.

Количество изготавливаемых сторон многогранника зависит от соотношения скоростей вращения заготовки и фрезы и числа ее зубьев. Необходимо учитывать, что в таком режиме обработки получение реально плоских поверхностей без выпуклостей и вогнутостей возможно только лишь в случае, когда количество сторон изготавливаемого многогранника вдвое больше числа режущих пластин фрезы. На станках с координатой Y возможно выполнять точение и более сложных профилей, в том числе и многоугольников.
В системах ЧПУ NC200 и NC-E для полигональной обработки используется стандартный G-код точения многоугольника на токарном станке — G51.2/G50.2. Сочетая его в технологической программе с G-кодами обычного точения или нарезания резьбы можно изготавливать детали очень сложной формы. Благодаря этому значительно сокращается время обработки детали относительно фрезерования многогранников стандартным способом с применением осей X и C, что в итоге позволяет оперативно и недорого изготавливать, например, квадратные и шестигранные детали.
Цилиндрическая интерполяция
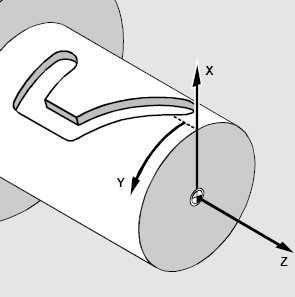
При изготовлении цилиндрической детали нередко необходимо выполнить фигурное фрезерование ее поверхности. Эту операцию можно выполнять на токарном станке с приводным инструментом и ЧПУ NC200/NC-E, используя встроенный в систему режим обработки «Цилиндрическая интерполяция». Эта функция дает возможность выполнить фрезерную обработку цилиндрической поверхности по имеющейся развертке.
Как известно, развертка программируется в координатах [X, Y, Z], тогда как обработка цилиндра выполняется в координатах [X, C, Z]. Встроенная в ЧПУ NC200/NC-E функция цилиндрической трансформации осуществляет преобразование [X, Y, Z] => [X, C, Z].
Возможность обработки поверхности цилиндра определяется конструктивным устройством станка. Для этого необходимо наличие Поворотной оси (стола или шпинделя), которая обеспечивает поворот заготовки. При этом ось вращения заготовки должна быть перпендикулярна оси вращения инструмента, и ось инструмента должна пересекать ось вращения детали.
Также необходимо наличие Радиальной оси, которая обеспечивает линейное перемещение инструмента относительно заготовки в плоскости, перпендикулярной оси вращения. И, наконец, необходимо наличие Продольной оси, которая обеспечивает линейное перемещение инструмента вдоль оси вращения детали.
Благодаря встроенной в ЧПУ NC200/NC-E функции цилиндрической обработки появляется возможность занести в систему чертеж фрезерования в плоскости. А реализацию его на цилиндрической поверхности система выполнит самостоятельно.
Точение эллиптической поверхности
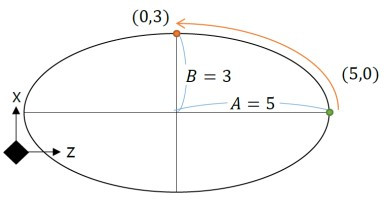
Еще одна интересная возможность систем ЧПУ NC200/NC-E — режим точения эллиптических поверхностей на вращающейся детали. Для этого не требуется никаких специальных возможностей самого станка. Выполняется такой режим точения достаточно просто, с помощью специального G-кода.
Примеры кода программы точения эллипса:
| G0 X0. Z8.; M03 S2000; G0 Z5.; G03.1 X3. Z0. A5. B3. F1000; |
 |
| G0 X8.0;M05;M30; | 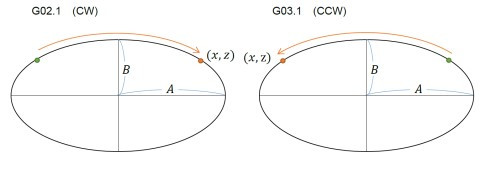 |