Система ЧПУ Delta NC30E сочетает в себе три способа обработки — универсальное (ручное) управление, оперативную систему управления (ОСУ) и ЧПУ
Парк токарных станков, используемых российскими предприятиями, необычайно широк. Среди всего многообразия моделей можно выделить три основные группы станков — универсальные с ручным управлением, с оперативной системой управления и с системой ЧПУ (программное управление).
На универсальных станках изготавливают различные детали с несложной геометрией. При этом токарь вытачивает детали вручную, управляя движением по осям Х и Y с помощью двух механических штурвалов. Производительность и качество изготовления (точность размеров) деталей в максимальной степени зависит от уровня профессионализма токаря.
Станки с оперативной системой управления (ОСУ) — это модели с цифровым (электронным) блоком управления, в котором запрограммированы все типовые циклы токарной обработки — цилиндр, конус, резьба и др. Для изготовления детали оператор станка выбирает на дисплее соответствующий цикл обработки, задает в нем требуемые размеры и запускает выполнение.
ОСУ значительно облегчает процесс изготовления деталей, позволяет повысить точность обработки, повторяемость размеров деталей одного вида (которая особенно важна в средне- и крупносерийном производстве) и увеличить производительность.
Использование систем ЧПУ в токарных станках позволяет изготавливать детали полностью автоматически с высокой точностью и максимальной производительностью. Мощная вычислительная система ЧПУ, различные встроенные функции управления движением и гибкие языки программирования дают возможность изготавливать на таких станках изделия разнообразной геометрии, в том числе и намного более сложной формы, чем это возможно на станках с ОСУ.
Практически на всех предприятиях металлообрабатывающей отрасли выпускают детали как простой, так и сложной формы, для изготовления которых используются отдельные станки каждой из вышеописанных групп. При этом нередко часть станков одной или двух групп простаивает, пока выпускаются детали на станках третьей группы. Конечно, такая ситуация для предприятия экономически невыгодна, поскольку для обслуживания и содержания парка разнотипных станков требуются немалые ресурсы — как финансовые, так и человеческие. А поскольку не каждый токарь может работать на станках с цифровым управлением, на металлообрабатывающих предприятиях работают и токари-универсалы, и операторы станков с ЧПУ.
Инновационный продукт компании Delta Electronics — контроллер ЧПУ Delta NC30E, позволяет кардинально изменить подобную ситуацию. NC30E сочетает в себе все три способа обработки — универсальное (ручное) управление, ОСУ и ЧПУ. Таким образом, станок на базе NC30E может быть загружен по максимуму. Например, один день токарь изготавливает на нем простые детали в ручном режиме, на следующий день —серию деталей по циклам ОСУ, а в третий — детали сложной геометрии по программе ЧПУ. И это может быть один и тот же человек, который постепенно «вырос» от токаря-универсала до оператора станков с ЧПУ.
В компактном корпусе Delta NC30E интегрированы сразу три устройства — контроллер ЧПУ, панель оператора и ПЛК. Клавиатура и экран подключаются как внешние устройства и приобретаются отдельно. В качестве экрана предпочтительнее применить сенсорный дисплей Delta серии NC-MOT.
NC30E имеет множество коммуникационных интерфейсов: RS-485 (Modbus RTU, Modbus ASCII), Ethernet с поддержкой Modbus TCP, четрые USB-порта и VGA-выход. Это дает возможность использовать в связке с контроллером широкую номенклатуру внешних устройств — экран, клавиатуру, пульт оператора, штурвал, датчики, устройства ввода/вывода, исполнительные механизмы и т.д. Контроллер оснащен дискретными входами (32шт.) и выходами (32шт.), также есть набор интерфейсных плат с возможностью расширения до 256 входов/выходов. Таким образом, используя NC30E для построения системы управления станками, можно сконфигурировать её под собственные задачи и требования, не тратя средства на функции, необходимость в которых отсутствует.

В контроллере NC30E реализовано управление 8-ю осями с интерполяцией до 4 осей в одном G-коде (опционально — до 5 осей). Взаимодействие с сервоприводами осуществляется через высокоскоростную шину DMCNET. Кроме того, Delta NC30 имеет также набор открытых API-команд. Это позволяет построить гибкую систему управления, в которой контроллер выполняет программы с внешнего промышленного компьютера. Подобная архитектура дает возможность создавать на базе NC30 в связке с промышленным (или персональным) компьютером проекты любой сложности, вплоть до собственной, уникальной системы ЧПУ с элементами CAD/CAM-систем.
В контроллере Delta NC30E предусмотрено подключение до трех штурвалов. Для целей токарной обработки обычно достаточно двух, которые используются для ручного управления осями X и Y аналогично тому, как это делается в универсальных станках.
Однако эти штурвалы — электронные. Фактически это энкодеры, которые при вращении их токарем/оператором станка передают импульсы в NC30E. Затем контроллер преобразовывает полученные импульсы в управляющее воздействие для сервоприводов Delta, которые и осуществляют физическое перемещение осей. При этом точность позиционирования, которую обеспечивает NC30E в связке с сервоприводами, значительно выше, чем в универсальных станках с их системой «механический штурвал + ось».
Преимущество электронных штурвалов NC30E еще и в том, что для каждого из них в отдельности можно задавать свой произвольный множитель, в том числе дробный и даже меньше единицы. По умолчанию 1 импульс штурвала (поворот на 1 шаг) NC30E преобразует в перемещение оси на 1 мкм. При задании множителя, например, 5 поворот штурвала на один шаг приведет к перемещению на 5 мкм.
Благодаря этой возможности токарный станок с NC30E полностью заменяет универсальные станки с ручным управлением, обеспечивая при этом более высокую точность обработки.
NC30E позволяет реализовать на его базе оперативную систему управления станком (ОСУ). Для этого контроллер уже содержит набор шаблонов базовых типов обработок для фрезерной и токарной систем, которые можно редактировать и создавать новые. Также есть возможность создавать программы обработки с практически неограниченным количеством циклов.
В комплекте с контроллером поставляется бесплатное ПО DOPSoft, с помощью которого разработчик может модернизировать встроенные циклы (экраны) обработки и создавать новые, в том числе и с дополнительными элементами, аналогично как это делается в панели оператора. Например, в цикл проточки резьбы может быть добавлена операция торцевой обработки детали и/или отображение номера текущего инструмента. Более того, в DOPSoft можно создать собственный набор циклов обработки практически для любых станков, например, фрезерных, гравировальных, электроэрозионных и т.д.
Яркий пример токарного станка с ОСУ, совмещающего в себе возможности универсального (ручного) управления — серия Т-СМАРТ Рязанского станкостроительного объединения. Построенные на базе системы ЧПУ NC30EB, станки Т-СМАРТ позволяют осуществлять работу как в ручном режиме с помощью штурвалов, так и в автоматическом режиме по программам обработки. Создание программ осуществляется путем комбинирования циклов из широкого их набора, либо в процессе выполнения оператором первой детали.

Станки Т-СМАРТ представляют собой современный класс токарных станков, занимающих технологическую нишу между универсальными токарными станками и станками с ЧПУ. Они отвечают всем современным промышленным требованиям и позволяют выполнять токарную черновую, получистовую и чистовую обработку заготовок из чугуна, нержавеющих и других сортов сталей, алюминиевых, медных, титановых и других сплавов. Применение современных технологий и средств автоматизации обеспечивают станкам Т-СМАРТ высокую точностью и производительность, сравнимую со станками с ЧПУ.
NC30E позволяет хранить множество программ обработки, созданных из циклов ОСУ. Таким образом при периодическом изготовлении одних и тех же деталей время перенастройки станка на их выпуск сокращается до нескольких минут. При этом сохраняется возможность корректировки параметров каждого из используемых циклов, что позволяет быстро настроить станок на выпуск деталей того же типа, но отличающихся размерами. Например, сохраненную программу изготовления болта М12 оператор может очень быстро модернизировать на выпуск болтов М16.
Контроллер Delta NC30E является современным высокопроизводительным устройством ЧПУ. Он имеет множество встроенных алгоритмов и функций управления движением и поддерживает все стандартные G-коды (ISO 6983-1:2009) токарной и фрезерной обработки, включая различные виды интерполяции. Как уже упоминалось выше, контроллер обеспечивает управление 8-ю осям с возможностью интерполяции до 4 осей (опционально — до 5 осей).

При этом благодаря наличию в NC30E открытого набора API-команд есть возможность легко интегрировать контроллер с промышленным/персональным компьютером. Это позволяет создавать в NC30E собственный уникальный интерфейс и экраны обработки, включая элементы CAD/CAM-систем. На рисунке ниже представлена структура такой системы.
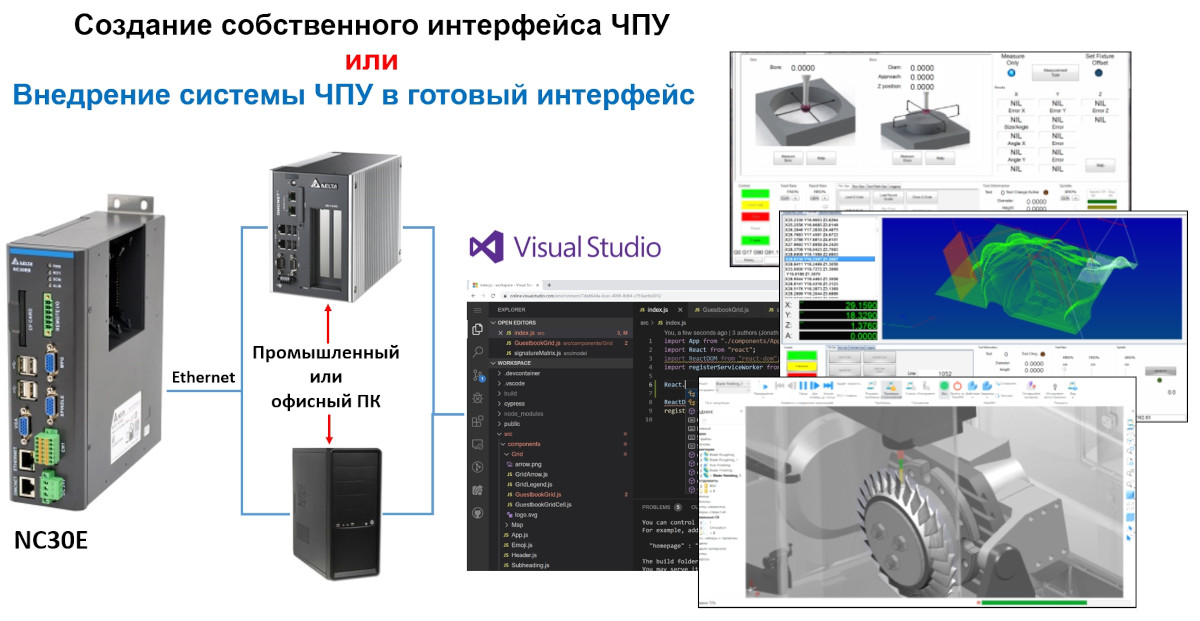
Подробнее о создании систем ЧПУ с индивидуальной средой управления (интерфейсом) на базе Delta NC30E читайте здесь.
На металлообрабатывающих предприятиях нередко возникает необходимость изготавливать детали достаточно сложной формы. Часть из них можно выпускать на токарных станках с системой ЧПУ Delta NC30E. Для этого в контроллер встроены функции полигонального и эллиптического точения, а также цилиндрическая интерполяция. Для использования этих функций станок необходимо дополнительно оснастить приводным инструментальным блоком.
В режиме полигонального точения на вращающейся детали с помощью специальных фрез производится обработка плоскостей, в результате которой формируются стороны многогранника. Вращения детали и фрезы для этого должны быть строго синхронизированы, что легко реализуется в NC30E. Время изготовления детали таким способом в несколько раз меньше по сравнению с её изготовлением на фрезерном станке.
Для полигональной обработки в NC30E применяется стандартный G-код точения многоугольника на токарном станке — G51.2/G50.2. Комбинируя его с другими G-кодами можно изготавливать детали очень сложной формы, что дает возможность оперативно и недорого производить на токарном станке, например, шестигранные и квадратные детали, а также обрабатывать «лыски».
Часто встречаются также задачи изготовления цилиндрических деталей с фигурным фрезерованием их поверхности. Такие детали также можно выполнять на токарном станке с ЧПУ NC30E и приводным инструментом, используя встроенный режим обработки «Цилиндрическая интерполяция». Для этого в контроллер достаточно занести чертеж фрезерования в плоскости (развертку), а реализацию его на цилиндрической поверхности он выполнит самостоятельно.
Чтобы обеспечить обработку поверхности цилиндра станок должен иметь определенную конструкцию. В первую очередь в станке должна быть Поворотная ось (стола или шпинделя), обеспечивающая поворот заготовки. Также требуется Радиальная ось для линейного перемещения инструмента относительно заготовки в плоскости, перпендикулярной оси вращения. А для линейного перемещения инструмента вдоль оси вращения детали дополнительно требуется Продольная ось.
Режим точения эллиптических поверхностей на вращающейся детали в NC30E выполняется достаточно просто, с помощью специального G-кода. При этом для выполнения этой операции никаких специальных возможностей самого станка не требуется.