На базе контроллеров движения Delta серий AX-3 можно создавать высокоэффективные и производительные системы управления обрабатывающим оборудованием, предназначенным для выполнения простых технологических операций, а контроллеры AX-8 позволяют легко и просто строить достаточно сложное оборудование
Большой сегмент металлообрабатывающего оборудования занимают автоматические станки токарной и фрезерной групп для выполнения одной или нескольких технологических операций. К такому оборудованию относятся координатно-расточные станки, сверлильные, шлифовальные, разрезные и т.д.
Поскольку операции, которые выполняют такие станки, достаточно просты, то для их выполнения нет необходимости использовать многофункциональные системы ЧПУ. Автоматика такого металлообрабатывающего оборудования зачастую построена на базе ПЛК или контроллеров движения с выводом пользовательской информации на панель оператора, а наличие встроенного интерфейса позволяет оператору самостоятельно (без помощи технолога) выбирать режимы обработки заготовки и изменять траектории движения.
Для создания/ модернизации систем управления подобного металлообрабатывающего оборудования компания Delta Electronics предлагает современные контроллеры движения серий AX-3 и AX-8. Наряду с широким набором встроенных функций управления движением, данные контроллеры поддерживают также широко распространенную платформу программирования CODESYS. Это позволяет легко и быстро строить на базе этих устройств полноценные системы автоматизированного управления станками.
Контроллеры серии AX-3 построены на основе традиционной архитектуры ПЛК, имеют несколько коммуникационных портов и встроенный интерфейс EthetCAT (100 Мбит/с) для управления движением в реальном времени и быстрого сбора данных с датчиков. Управление сервоприводами осуществляется как по шине EtherCAT, так и импульсным методом. AX-3 обеспечивает управление 8-ю осями по шине EtherCAT, 4-мя осями импульсным методом и 4-мя виртуальными осями. В совокупности поддерживается управление 16 осями.
Благодаря встроенной в AX-3 архитектуре ПЛК возможности логического управления узлами станка легко расширить, используя дополнительные модули от контроллеров Delta серии AS. Поддерживается подключение модулей дискретного и аналогового ввода/вывода, счёта и позиционирования.

В контроллере движения AX-3 имеются готовые функциональные блоки управления движением, которые достаточно просто использовать. Кроме того, в AX-3 совместно с панелью оператора Delta DOP-100 можно легко реализовать оперативное управление станком, создав таким образом систему программного управления по типу Ф2. Подробнее о такой системе читайте в статье «Оперативная система управления токарным станком в системе ЧПУ Delta Electronics NC200».

По своей сути оперативное управление — это предварительно запрограммированные экраны с визуализацией на панели оператора DOP-100 с готовыми циклами точения, которые облегчают и ускоряют задание программы обработки и саму обработку детали. Процесс создания технологической программы заключается в последовательном выборе «Рабочих циклов» (готовых экранов) с занесением в них размеров с чертежа детали. Такая система управления особенно востребована в специализированных станках, выполняющих однотипные операции с небольшой вариацией. Для примера можно привести колесотокарный станок для обточки железнодорожных колесных пар.

Основные преимущества Delta АХ-3:
Высокие технические характеристики контроллера АХ-3 позволяют применять его в автоматизированном оборудовании, используемом как в металлообработке, так и в деревообработке, полиграфии, упаковке и маркировке, текстильной и фармацевтической промышленности и других отраслях.
Работа по G-кодам — наиболее сложный вид интерполированных движений, имеющий целью получение сложного изделия из заготовки. Совсем немногие производители контроллеров движения способны предложить модели с подобным функционалом. Но в продуктовой линейке компании Delta Electronics есть такой контроллер — АХ-8.
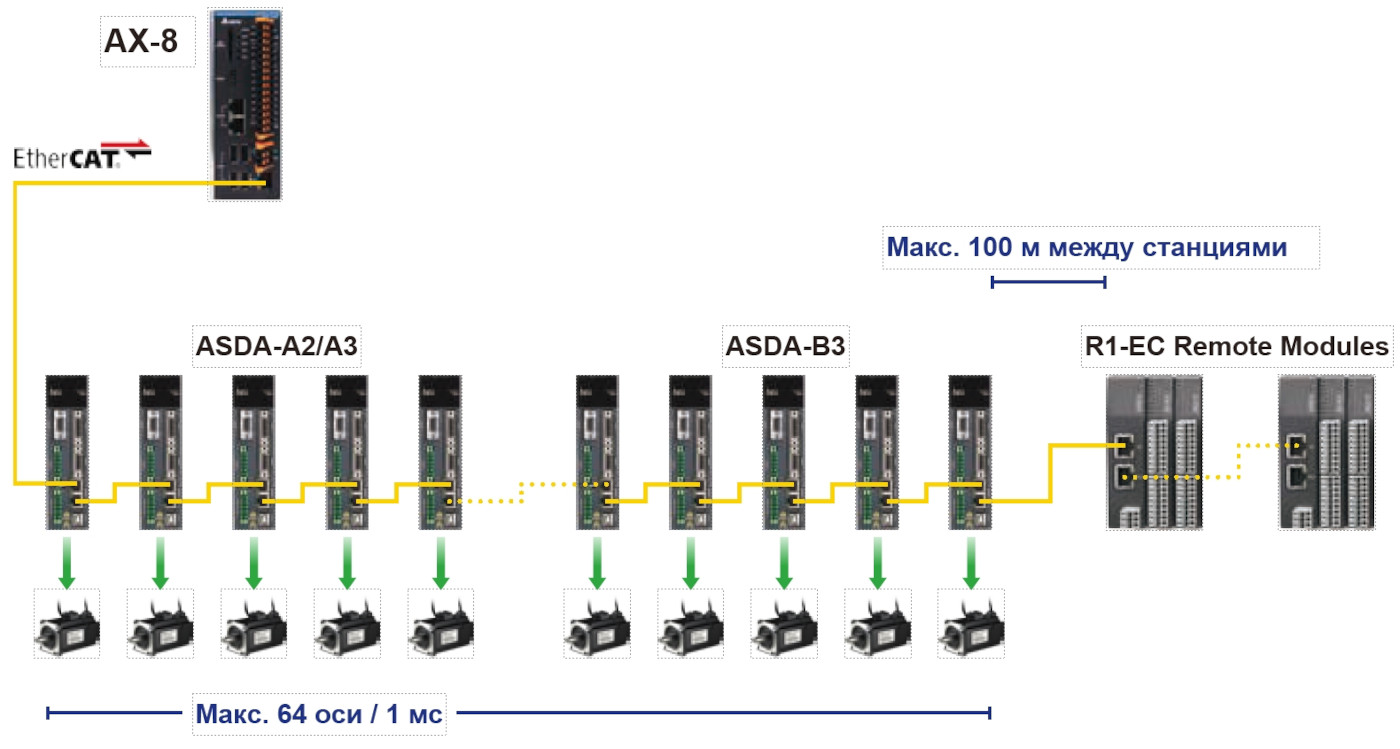
Серия Delta AX-8 — это полноценный контроллер движения с библиотекой ЧПУ, способный обрабатывать весь спектр G-кодов, без ограничения длины файла, с предоставлением всех необходимых сервисов (look ahead, смена инструмента, сглаживание, функция «шаг назад» и т.п.). AX-8 обеспечивает одновременное управление в реальном времени до 64 сервоприводами (до 32 станций) по шине EtherCAT с циклом 1 мс. Это позволяет строить на его основе сложные системы обработки с применением роботизированных механизмов.

Разработан AX-8 на основе традиционной РС-архитектуры с применением процессоров Intelx86. Устройство имеет безвентиляторную систему охлаждения и встроенную аппаратную систему безопасности для защиты аппаратного и программного обеспечения от несанкционированного вторжения. В наличии 8 высокоскоростных каналов дискретного ввода/вывода, вход энкодера (OA/OB/OZ), порты USB, RS-485/422, HDMI, SD.
Поддержка EtherCAT обеспечивает возможность одновременного управления множеством устройств как напрямую — сервоприводами Delta серий ASDA-A2-E, ASDA-A3-E и ASDA-B3-E, универсальными преобразователями частоты MH300 и MS300, приводами векторного управления C2000 Plus, так и через станции удаленного ввода/вывода R1-EC по сети EtherCat.
Система управления на базе AX-8 позволяет выполнять обработку любой сложности. Для этого контроллер имеет встроенные функции интерполированного перемещения по осям без остановок при переходе с одного участка траектории на другой. Также есть встроенная функция E-CAM.
Наличие стандартизованных инструкций управления движением по осям позволяет легко и общепринятым способом реализовать перемещение по осям в требуемом режиме: скорости, позиционирования, момента, возврата в ноль, контроля состояния осей и т.д. Главное отличие AX-8 от общепромышленных контроллеров – возможность задавать позиции сразу в единицах длины (мм, мкм, и т.д.), а не в импульсах.
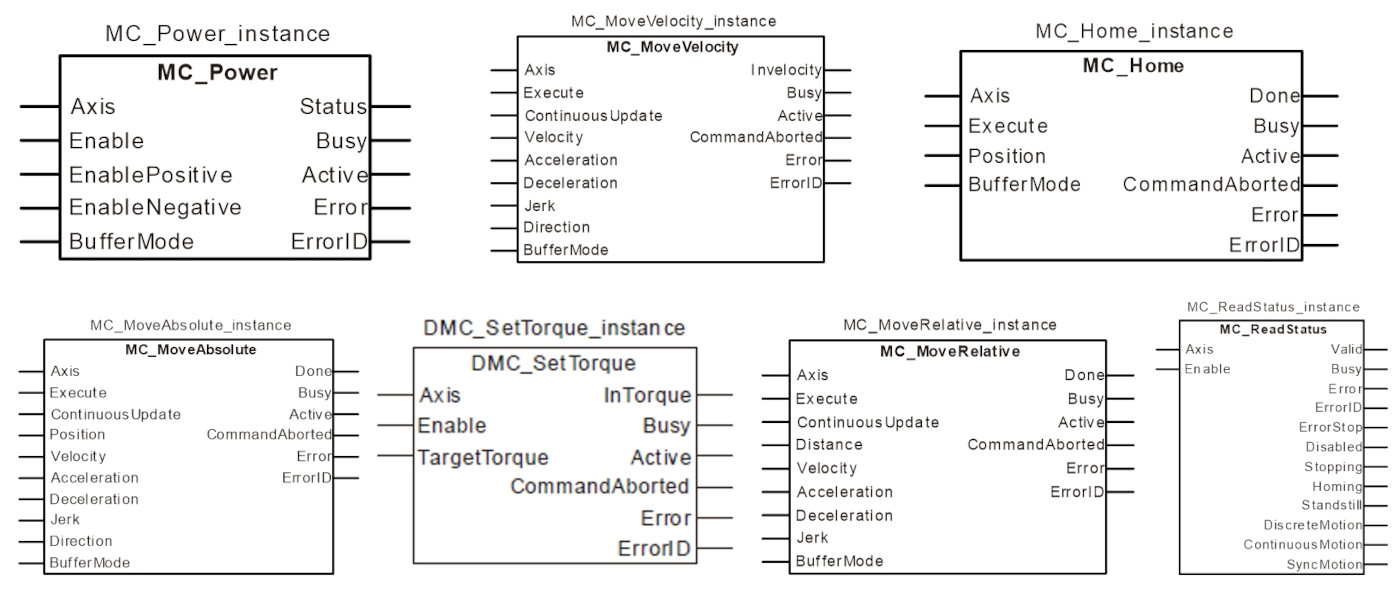
Далее рассмотрим подробнее некоторые из встроенных инструкций движения AX-8.
Контроллеры движения AX-8 поддерживают буферный режим, обеспечивая переход с одного участка траектории на другой без остановки. При включении буферного режима перехода с одного участка на другой результирующая скорость выравнивается по уставкам обеих инструкций без остановки движения.
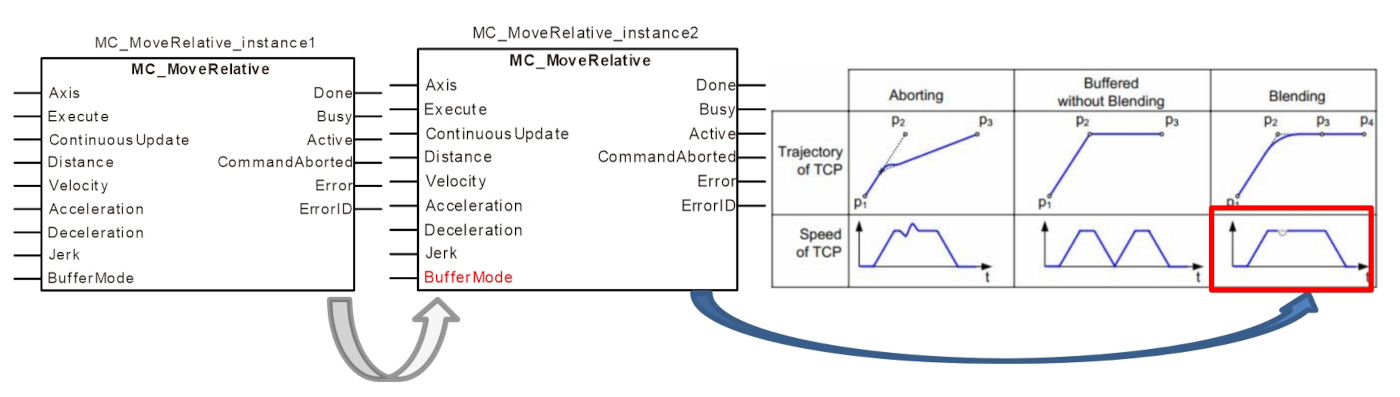
Для этих целей используется параметр Jerk, который представляет собой вторую производную от скорости. Его использование позволяет плавно управлять ускорением и замедлением при изменении скорости движения.

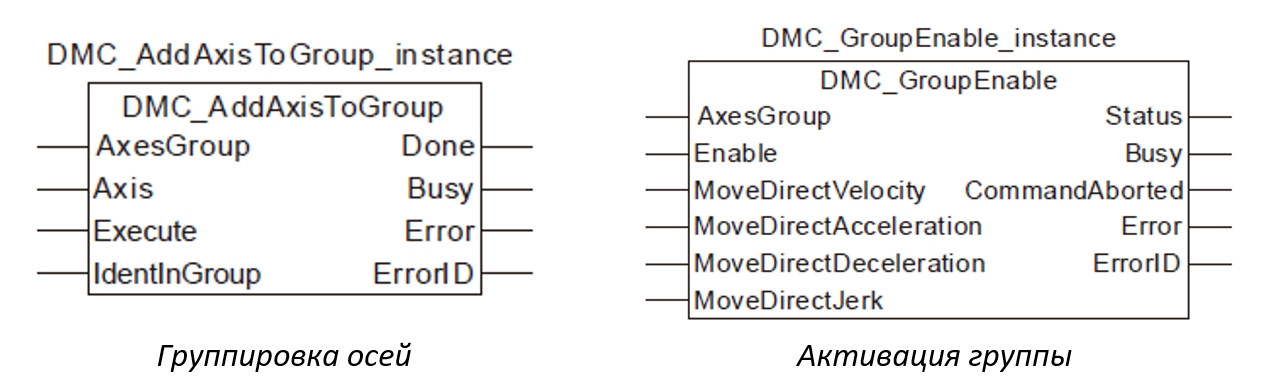
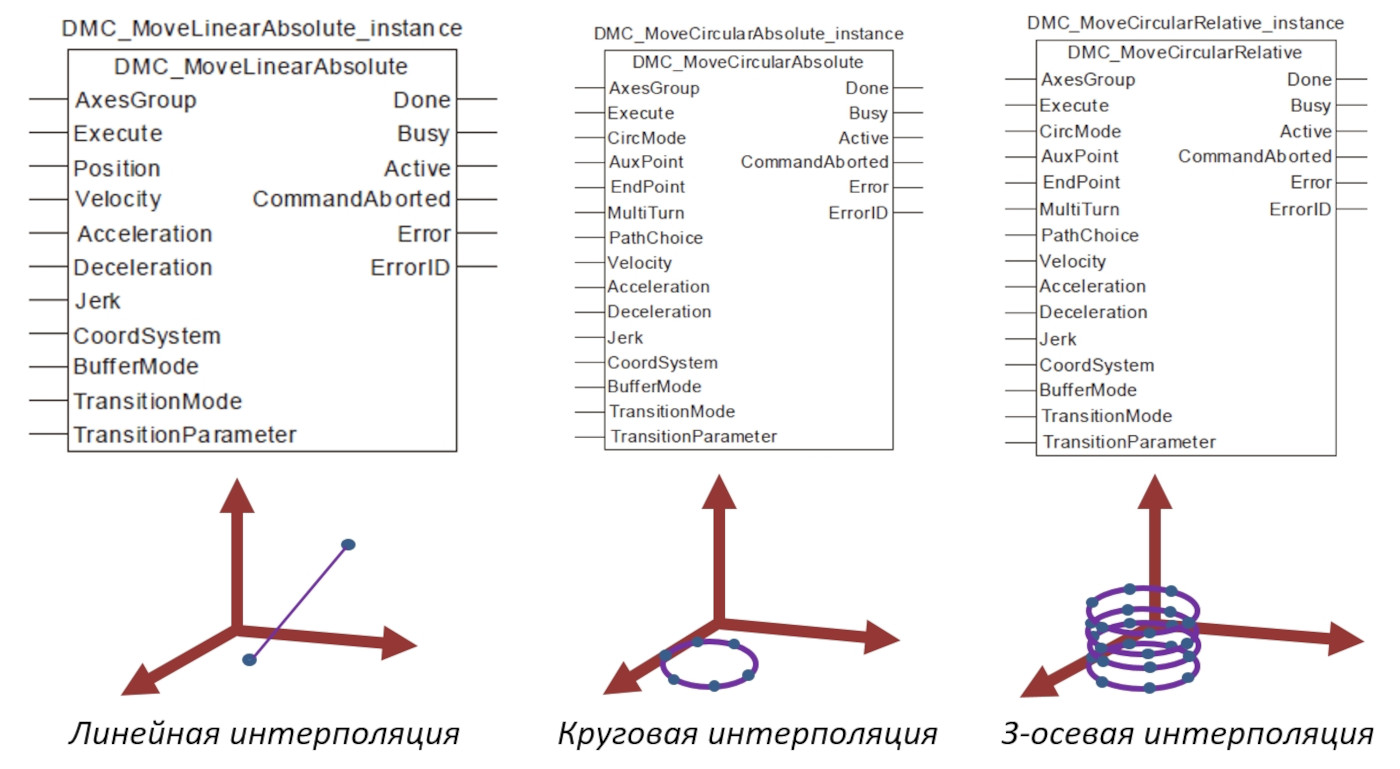
Специализированные функции контроллеров управления движением позволяют максимально комфортно описывать движение осей. Для этого используются следующие встроенные инструкции:
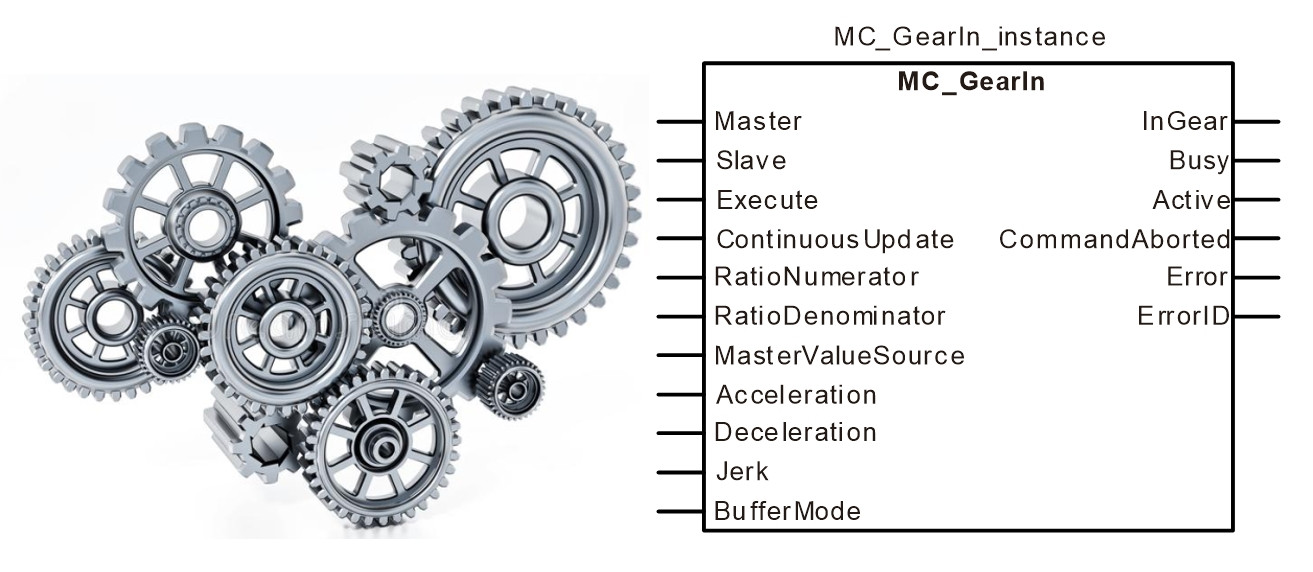
Программная реализация повышения или понижения выходных оборотов относительно входных — функция электронного редуктора E-GEAR, позволяет реализовать неограниченное число вариантов зависимого движения одной оси относительно другой. Выполняется это путем смены коэффициента редукции в прикладной инструкции, при этом возможно также изменить и направление вращения.
Таким образом, контроллер движения АХ-8 с готовыми инструкциями движения и развитой библиотекой CNC&Robotics является оптимальным решением для создания автоматических линий с обработкой заготовок по программе в G-кодах и даже с использованием роботизированных ячеек.